

LFT အတွက် တိုက်ရိုက်လှည့်ပတ်ခြင်း



LFT အတွက် တိုက်ရိုက်လှည့်ပတ်ခြင်း
LFT အတွက် Direct Roving ကို PA၊ PBT၊ PET၊ PP၊ ABS၊ PPS နှင့် POM resins များနှင့် တွဲဖက်အသုံးပြုနိုင်သော silane-based sizing ဖြင့် ಲೇಪನ್ಯಾನುತ್ತಿ ...
အင်္ဂါရပ်များ
● အမှုန်အမွှားနည်းခြင်း
● သာမိုပလတ်စတစ် အမျိုးမျိုးနှင့် လိုက်ဖက်ညီမှု အလွန်ကောင်းမွန်သည်
●ကောင်းမွန်သော စီမံဆောင်ရွက်မှု ဂုဏ်သတ္တိ
● နောက်ဆုံးပေါင်းစပ်ထုတ်ကုန်၏ အလွန်ကောင်းမွန်သော စက်ပိုင်းဆိုင်ရာဂုဏ်သတ္တိ

လျှောက်လွှာ
၎င်းကို မော်တော်ကား၊ ဆောက်လုပ်ရေး၊ အားကစား၊ လျှပ်စစ်နှင့် အီလက်ထရွန်းနစ် အသုံးချမှုများတွင် ကျယ်ကျယ်ပြန့်ပြန့် အသုံးပြုကြသည်။

ထုတ်ကုန်စာရင်း
| ပစ္စည်း | လိုင်းသိပ်သည်းဆ | ရာဇင်နှင့် လိုက်ဖက်ညီမှု | အင်္ဂါရပ်များ | အဆုံးအသုံးပြုမှု |
| BHLFT-01D | ၄၀၀-၂၄၀၀ | PP | သမာဓိကောင်းမွန်ခြင်း | အလွန်ကောင်းမွန်သော လုပ်ငန်းစဉ်နှင့် စက်ပိုင်းဆိုင်ရာ ဂုဏ်သတ္တိ၊ ပျောက်ကွယ်သွားသော အလင်းအရောင် |
| BHLFT-02D | ၄၀၀-၂၄၀၀ | PA၊ TPU | အမှုန်အမွှားနည်းခြင်း | LFT-G လုပ်ငန်းစဉ်အတွက် ဒီဇိုင်းထုတ်ထားသော အလွန်ကောင်းမွန်သော လုပ်ဆောင်မှုစွမ်းရည်နှင့် စက်ပိုင်းဆိုင်ရာ ဂုဏ်သတ္တိများ |
| BHLFT-03D | ၄၀၀-၃၀၀၀ | PP | ပျံ့နှံ့မှုကောင်းမွန်ခြင်း | LFT-D လုပ်ငန်းစဉ်အတွက် အထူးဒီဇိုင်းထုတ်ထားပြီး မော်တော်ကား၊ ဆောက်လုပ်ရေး၊ အားကစား၊ လျှပ်စစ်နှင့် အီလက်ထရွန်းနစ် အသုံးချမှုများတွင် ကျယ်ကျယ်ပြန့်ပြန့် အသုံးပြုကြသည်။ |
| ခွဲခြားသတ်မှတ်ခြင်း | |||||
| ဖန်အမျိုးအစား | E | ||||
| တိုက်ရိုက်လှည့်လည်ခြင်း | R | ||||
| ဖိလမင့်အချင်း၊ μm | ၄၀၀ | ၆၀၀ | ၁၂၀၀ | ၂၄၀၀ | ၃၀၀၀ |
| လိုင်းသိပ်သည်းဆ၊ တက်ဆက်စ် | 16 | 14 | 17 | 17 | 19 |
| နည်းပညာဆိုင်ရာ ကန့်သတ်ချက်များ | |||
| ဖြောင့်တန်းသိပ်သည်းဆ (%) | အစိုဓာတ်ပါဝင်မှု (%) | အရွယ်အစား ပါဝင်မှု (%) | ကျိုးပဲ့အား (N/Tex) |
| ISO1889 | ISO3344 | ISO1887 | IS03341 |
| ±၅ | ≤၀.၁၀ | ၀.၅၅ ± ၀.၁၅ | ≥၀.၃ |
LFT လုပ်ငန်းစဉ်
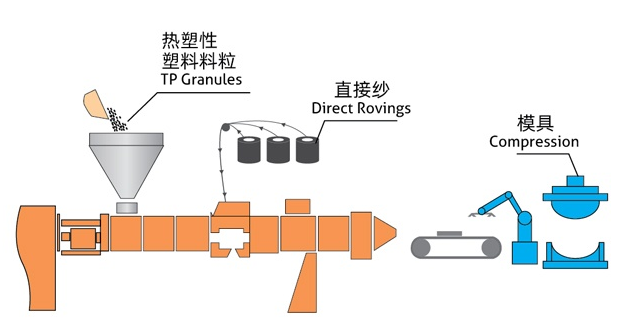
LFT-D ပိုလီမာအလုံးလေးများနှင့် ဖန်လည်ပတ်ခြင်းအားလုံးကို atwin-screw extruder ထဲသို့ ထည့်သွင်းပြီး ပိုလီမာကို အရည်ပျော်စေပြီး ဒြပ်ပေါင်းဖွဲ့စည်းသည်။ ထို့နောက် အရည်ပျော်နေသော ဒြပ်ပေါင်းကို ထိုးသွင်းခြင်း သို့မဟုတ် ဖိသိပ်ပုံသွင်းခြင်း လုပ်ငန်းစဉ်ဖြင့် နောက်ဆုံးအစိတ်အပိုင်းများထဲသို့ တိုက်ရိုက်ပုံသွင်းသည်။
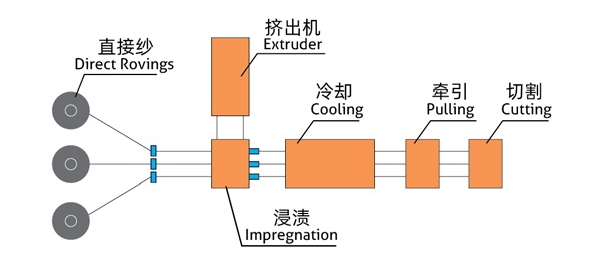
LFT-G သာမိုပလတ်စတစ်ပိုလီမာကို အရည်ပျော်အဆင့်အထိ အပူပေးပြီး die-head ထဲသို့ မှုတ်သွင်းသည်။ ဖန်ဖိုက်ဘာနှင့် ပိုလီမာများ အပြည့်အဝစိမ့်ဝင်ပြီး ခိုင်မာသောတုတ်များရရှိရန်အတွက် ပျံ့နှံ့နေသော die မှတစ်ဆင့် စဉ်ဆက်မပြတ် roving ကို ဆွဲယူသည်။ အအေးခံပြီးနောက် တုတ်ကို အားဖြည့်ထားသော pellets များအဖြစ် ခုတ်ထစ်သည်။
-

CFRT အတွက် တိုက်ရိုက်လှည့်ပတ်ခြင်း
-

ရက်ကန်းရက်ရန်အတွက် တိုက်ရိုက်လှည့်ခြင်း
-

Pultrusion အတွက် တိုက်ရိုက် Roving
-

Filament Winding အတွက် Direct Roving
-

ဖိုက်ဘာဂလပ်စ် တိုက်ရိုက်လှည့်ခြင်း၊ ပါးလွှာသောအလွှာဖြင့် ဖုံးအုပ်ပြီး ဒဏ်ရာဖြင့် ဖုံးအုပ်ခြင်း
-

အပူချိန်မြင့်မားစွာခံနိုင်ရည်ရှိသော တိုက်ရိုက်လှည့်ပတ်ခြင်းအတွက်...









