ခုတ်ထစ်ရန်အတွက် E-ဖန်ခွက်တပ်ဆင်ထားသော Roving



ခုတ်ထစ်ရန်အတွက် E-ဖန်ခွက်တပ်ဆင်ထားသော Roving
Assembled Roving for Chopping ကို UP နှင့် VE နှင့် တွဲဖက်အသုံးပြုသော အထူး silane-based sizing ဖြင့် ဖုံးအုပ်ထားပြီး resin စုပ်ယူနိုင်စွမ်းနှင့် ခုတ်ထစ်နိုင်စွမ်း အလွန်ကောင်းမွန်ကာ ၎င်း၏ နောက်ဆုံး composite ထုတ်ကုန်များသည် ရေဒဏ်ခံနိုင်ရည် မြင့်မားပြီး ဓာတုဗေဒ ချေးခံနိုင်ရည် အလွန်ကောင်းမွန်ပါသည်။
အင်္ဂါရပ်များ
● အစေးစုပ်ယူနိုင်စွမ်း မြင့်မားခြင်း
● ခုတ်ထစ်နိုင်စွမ်း အလွန်ကောင်းမွန်သည်
● ရေစိုခံနိုင်မှု မြင့်မားခြင်း
● နောက်ဆုံးထုတ်ကုန်များ၏ ဓာတုဗေဒဆိုင်ရာ ချေးခံနိုင်ရည် အလွန်ကောင်းမွန်ခြင်း

လျှောက်လွှာ
၎င်းကို FRP ပိုက်များထုတ်လုပ်ရာတွင် အများအားဖြင့် အသုံးပြုကြသည်။

ထုတ်ကုန်စာရင်း
| ပစ္စည်း | လိုင်းသိပ်သည်းဆ | ရာဇင်နှင့် လိုက်ဖက်ညီမှု | အင်္ဂါရပ်များ | အဆုံးအသုံးပြုမှု |
| BHC-01A | ၂၄၀၀၊ ၄၈၀၀ | UP, VE | ပျံ့နှံ့မှုကောင်းမွန်ခြင်း၊ ရေဆေးတွင် အသင့်အတင့်စိုစွတ်ခြင်း၊ တည်ငြိမ်မှုထိန်းချုပ်မှုကောင်းမွန်ခြင်း | FRP ပိုက်များ |
| BHC-02A | ၂၄၀၀၊ ၄၈၀၀ | UP, VE | အမှုန်အမွှားအနည်းငယ်၊ ခုတ်ထစ်နိုင်စွမ်းကောင်းမွန်ခြင်း၊ ဓာတုဗေဒဒဏ်ခံနိုင်မှု အလွန်ကောင်းမွန်ခြင်း | ပိုက်ထုတ်လုပ်ရန်အတွက် ခုတ်ထစ်ခြင်းအဖြစ် |
| ခွဲခြားသတ်မှတ်ခြင်း | |
| ဖန်အမျိုးအစား | E |
| စုစည်းထားသော လှည့်လည်သွားလာမှု | R |
| ဖိလမင့်အချင်း၊ μm | 13 |
| လိုင်းသိပ်သည်းဆ၊ တက်ဆက်စ် | ၂၄၀၀၊ ၄၈၀၀ |
| နည်းပညာဆိုင်ရာ ကန့်သတ်ချက်များ | |||
| ဖြောင့်တန်းသိပ်သည်းဆ (%) | အစိုဓာတ်ပါဝင်မှု (%) | အရွယ်အစား ပါဝင်မှု (%) | မာကျောမှု (မီလီမီတာ) |
| ISO ၁၈၈၉ | ISO 3344 | ISO ၁၈၈၇ | ISO ၃၃၇၅ |
| ±၆ | ≤၀.၁၅ | ၁.၂၀ ± ၀.၁၅ | ၁၂၅ ± ၂၀ |
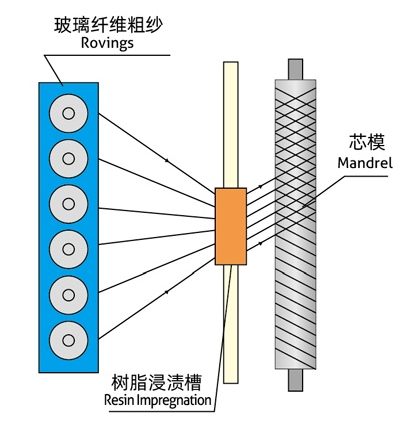
ဖိလမင့် လှည့်ပတ်ခြင်း လုပ်ငန်းစဉ်
ရိုးရာ ဖိလမင့် လှည့်ပတ်ခြင်း
filament winding လုပ်ငန်းစဉ်တွင်၊ resin-impregnated glassfiber ၏ စဉ်ဆက်မပြတ်ကြိုးများကို တိကျသော geometric ပုံစံများဖြင့် mandrel ပေါ်တွင် တင်းအားဖြင့် ရစ်ပတ်ပြီး အပြီးသတ်အစိတ်အပိုင်းများဖွဲ့စည်းရန် curing လုပ်သည့် အစိတ်အပိုင်းကို တည်ဆောက်သည်။
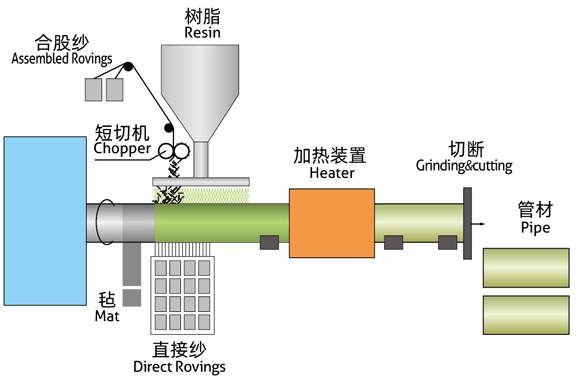
စဉ်ဆက်မပြတ် ဖိလမင့် လှည့်ပတ်ခြင်း
ဖော့-ဝက်အူလှုပ်ရှားမှုဖြင့် အဆက်မပြတ်ရွေ့လျားနေသော သံမဏိကြိုးမှ ဖွဲ့စည်းထားသော လည်ပတ်နေသော မန်ဒရယ်တစ်ခုပေါ်တွင် ရက်ဇင်၊ အားဖြည့်ဖန်နှင့် အခြားပစ္စည်းများဖြင့် ဖွဲ့စည်းထားသော လမီနိတ်အလွှာများစွာကို ကပ်ထားသည်။ မန်ဒရယ်သည် လိုင်းတစ်လျှောက် ရွေ့လျားသွားပြီးနောက် ရွေ့လျားနေသော ဖြတ်တောက်သည့်လွှဖြင့် သတ်မှတ်ထားသော အရှည်အတိုင်း ဖြတ်တောက်သည်နှင့်အမျှ ပေါင်းစပ်အစိတ်အပိုင်းကို အပူပေးပြီး နေရာတွင် အရည်ကျိုသည်။